彈簧管壓力表校準(zhǔn)大多采用比較法。比較法就是對(duì)被校壓力表與標(biāo)準(zhǔn)壓力表或砝碼在校驗(yàn)器上進(jìn)行逐點(diǎn)比較0.5級(jí)以下的普通壓力表都是采用與標(biāo)準(zhǔn)壓力表進(jìn)行比較;0.5級(jí)以上的壓力表大多使用活塞式壓力計(jì)與砝碼進(jìn)行比較。
1、正確選擇標(biāo)準(zhǔn)壓力表
在校準(zhǔn)前要正確選擇合適的標(biāo)準(zhǔn)壓力表。標(biāo)準(zhǔn)表的選擇包括準(zhǔn)確度等級(jí)和量程范圍兩項(xiàng)內(nèi)容,按《JJG52-2013彈性元件式一般壓力表、壓力真空表和真空表檢定規(guī)程》的規(guī)定,標(biāo)準(zhǔn)壓力表的允許誤差絕對(duì)值不大于被校準(zhǔn)壓力表允許誤差絕對(duì)值的1/4。因此,標(biāo)準(zhǔn)壓力表的準(zhǔn)確度等級(jí)應(yīng)嚴(yán)格按照規(guī)程進(jìn)行選擇,選擇方法是:0.25級(jí)的標(biāo)準(zhǔn)壓力表可用來(lái)校準(zhǔn)1.6級(jí)以下的一般壓力表;0.4級(jí)的標(biāo)準(zhǔn)壓力表可用來(lái)校準(zhǔn)2.5級(jí)以下的一般壓力表。為了不使標(biāo)準(zhǔn)壓力表受損,其使用上限通常不應(yīng)超過(guò)其測(cè)量上限的70%,所以標(biāo)準(zhǔn)壓力表的量程要比被校表量程大40%以上;由于壓力表及精密壓力表的量程系列是有限的,按上述要求選擇時(shí),向相近的量程范圍靠近就行了。
2、彈簧管壓力表校準(zhǔn)的操作
彈簧管壓力表的校準(zhǔn),只需要一臺(tái)壓力表校驗(yàn)器和一只精度符合規(guī)程要求的標(biāo)準(zhǔn)壓力表。其配置如圖1所示。操作步驟如下:
配置示意圖-http://yigongchang99.com/tech/1222.html")
圖1 壓力表校準(zhǔn)配置示意圖
①首先把傳壓介質(zhì)灌滿油杯,打開(kāi)單向閥門,緩慢的旋轉(zhuǎn)手輪,觀察油路是否暢通,然后,把標(biāo)準(zhǔn)壓力表和被校壓力表分別裝在單向閥門1、2的接頭上。
②打開(kāi)油杯上的閥門,關(guān)閉單向閥門,反時(shí)針旋轉(zhuǎn)手輪,將傳壓介質(zhì)吸入手搖泵內(nèi)。
③關(guān)閉油杯上的閥門,打開(kāi)單向閥門,順時(shí)針旋轉(zhuǎn)手輪,使油壓作用于標(biāo)準(zhǔn)壓力表和被校壓力表上,在平穩(wěn)地升降壓力過(guò)程中,檢查壓力表指針有無(wú)跳動(dòng)、卡住等現(xiàn)象。
④對(duì)標(biāo)準(zhǔn)壓力表和被校壓力表的指示值進(jìn)行比較。先檢查零點(diǎn),被校壓力表是帶止銷?帶止銷的指針應(yīng)緊靠止銷;不帶止銷的指針中心應(yīng)對(duì)準(zhǔn)零位。
⑤零點(diǎn)檢查合格后,就可以做線性刻度檢查。一般選擇O%、25%、50%、75%四個(gè)點(diǎn),通過(guò)這四個(gè)點(diǎn)的校驗(yàn),就可大致看出該只壓力表的誤差情況。如果這四個(gè)點(diǎn)線性較好,則其他點(diǎn)也不會(huì)有太大的誤差,即可做整機(jī)校準(zhǔn)了。
⑥在做整機(jī)校準(zhǔn)時(shí),校準(zhǔn)點(diǎn)應(yīng)不少于5點(diǎn),并應(yīng)均勻分布在整個(gè)刻度范圍內(nèi)。先對(duì)準(zhǔn)被校表,誤差看標(biāo)準(zhǔn)表。各點(diǎn)讀數(shù)應(yīng)讀兩次,第一次是在到達(dá)預(yù)定壓力點(diǎn)時(shí)進(jìn)行,然后是輕敲表殼后進(jìn)行讀數(shù)并記錄數(shù)值。誤差計(jì)算應(yīng)是上升和下降兩次輕敲誤差的平均值。
【昌暉儀表經(jīng)驗(yàn)之談】彈簧管壓力表校準(zhǔn)時(shí)正確的操作和讀數(shù)方法
①正確的操作方法
用壓力校驗(yàn)器校準(zhǔn)壓力表,看似簡(jiǎn)單,但做起來(lái)還是有要求的,不是隨意的加壓、降壓就行,而是要按照規(guī)程的方法進(jìn)行,即示值誤差的校準(zhǔn),按標(biāo)有數(shù)字的分度線進(jìn)行,要逐漸平穩(wěn)的升壓(降壓),當(dāng)示值達(dá)到刻度上限后,在此壓力下做三分鐘的耐壓試驗(yàn),然后按原來(lái)的校準(zhǔn)點(diǎn)做平穩(wěn)的降壓(升壓)作倒序回校。一股要做的有示值誤差、輕敲位移、回程誤差的校準(zhǔn)工作。壓力表做上行程校準(zhǔn)時(shí),逐漸升壓應(yīng)從刻度下限開(kāi)始,而作下行程校準(zhǔn)時(shí),逐漸降壓應(yīng)從刻度上限開(kāi)始。當(dāng)壓力表的指針逐漸靠近被校準(zhǔn)的刻度值時(shí),應(yīng)慢慢的升壓(或降壓),直到壓力表的指針與被校表的刻度值重合。
②正確的讀數(shù)方法
校準(zhǔn)時(shí)要注意正確的讀數(shù)方法。采取升壓(或降壓)使被校壓力表指示在被校準(zhǔn)的刻度值上,然后去讀取標(biāo)準(zhǔn)壓力表的示值,然后進(jìn)行兩者的誤差計(jì)算,此方法的讀數(shù)誤差要小些。因?yàn)闃?biāo)準(zhǔn)壓力表的分度線分得較細(xì)且指針也細(xì),這樣讀數(shù)時(shí)視覺(jué)誤差也小,可保證讀數(shù)誤差小。有的儀表工采取升壓(或降壓)使標(biāo)準(zhǔn)壓力表指不在被校準(zhǔn)的刻度值上,然后去讀取被校表的示值,來(lái)進(jìn)行兩者的誤差計(jì)算,由于普通壓力表的分度線分的不細(xì)且指針也寬,尤其是指針在兩刻度線之間時(shí),很難分辨正確的數(shù)值只能估計(jì)讀數(shù),顯然讀數(shù)誤差也就大了。
3、彈簧管壓力表的調(diào)試技能
在校準(zhǔn)過(guò)程中,如果發(fā)現(xiàn)壓力表誤差超差、線性不好等情況,應(yīng)該進(jìn)行調(diào)整和修理。壓力表可調(diào)部位主要是指針、扇形齒輪與連桿,而游絲、底板、彈簧管大多屬于修理項(xiàng)目了。
①指針安裝技能
在彈簧壓力表調(diào)校、修理過(guò)程中,一般都要把指針取下和裝上許多次,使用起針器取下指針是很方便的;但是把指針裝到壓力表上卻是很有技術(shù)含量的,現(xiàn)做詳細(xì)介紹。
彈簧壓力表的指針安裝位置有兩種情況,即帶止銷的和不帶止銷的,所謂“止銷”就是儀表盤面上,零點(diǎn)處擋住指針,不使指針跑到零點(diǎn)以下的那個(gè)小釘釘,也叫“限止釘”。有的壓力表有止銷,而有的壓力表沒(méi)有止銷,安裝指針時(shí)就應(yīng)分別對(duì)待。帶止銷的壓力表裝指針的位置,一般是在零點(diǎn)以上標(biāo)有數(shù)字的第一個(gè)點(diǎn)上,如一只0-1.0MPa的壓力表,標(biāo)有數(shù)字的點(diǎn)是0.2.0.4.0.6.0.8.1.0幾個(gè)點(diǎn),我們可把壓力升到0.2MPa,再把指針定在0.2MPa位置上。也可以不在第一個(gè)點(diǎn)上裝指針,而改在其他點(diǎn)上裝指針,例如,在調(diào)整示值時(shí),經(jīng)過(guò)反復(fù)調(diào)整,還是有一兩個(gè)點(diǎn)超差,這時(shí),我們可以通過(guò)改變安裝指針的位置,使超差的那一兩個(gè)點(diǎn)的差數(shù),分一部分到其他各點(diǎn)上,使各點(diǎn)都有一點(diǎn)誤差而又不超出允許誤差。
不帶“止銷”的壓力表,應(yīng)該在沒(méi)有加壓的情況下,在零點(diǎn)位置上裝指針。壓力真空表是不帶“止銷”的,應(yīng)該在沒(méi)有壓力的情況下,把指針裝在零點(diǎn)的刻線寬度范圍內(nèi)。
裝緊指針仍很重要。在使用現(xiàn)場(chǎng)我們常見(jiàn),有的壓力表指針經(jīng)常處于擺動(dòng)狀態(tài),有的則快速振動(dòng),因此,將指針緊緊地裝在中心軸上是很重要的。通常是用鐘表榔頭將指針敲緊,敲擊時(shí),一只手將指針?lè)€(wěn)住,使其在敲擊過(guò)程中不會(huì)擺動(dòng),一只手用榔頭敲緊。如果更換指針,還應(yīng)特別注意指針軸孔是否與中心軸匹配,否則由于指針軸孔大于中心軸,而出現(xiàn)指針安裝不緊固的問(wèn)題。
②刻度誤差調(diào)整技能
A、零點(diǎn)和上限刻度的調(diào)整。
刻度誤差的調(diào)整可參考圖2-彈簧管壓力表傳動(dòng)機(jī)構(gòu)示意圖進(jìn)行。未加壓時(shí)把指針固定在零點(diǎn)處,具體操作按以上“①指針安裝技能”的方法進(jìn)行。然后加壓至上限壓力值,可松開(kāi)刻度調(diào)節(jié)螺釘來(lái)調(diào)整L2的長(zhǎng)短,使指針指示到上限刻度線上。通過(guò)重復(fù)調(diào)整,使零點(diǎn)和上限刻度均達(dá)到要求為止。
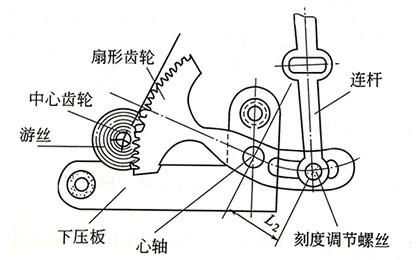
圖2 彈簧管壓力表傳動(dòng)機(jī)構(gòu)示意圖
B、中間刻度的調(diào)整
加壓后如誤差和刻度是正比關(guān)系是正誤差將L2調(diào)長(zhǎng)些;是負(fù)誤差將L2調(diào)短一些。加壓后,如果零點(diǎn)刻度和上限刻度附近誤差都未超差,而中間刻度超差,并與刻度成正比關(guān)系。可調(diào)整L2的長(zhǎng)短來(lái)改變連桿與扇形齒輪之間的夾角,使誤差縮小。當(dāng)壓力加至刻度的50%時(shí)連桿與扇形齒輪的中心線之間的夾角一般應(yīng)為90°。如果零點(diǎn)刻度和上限刻度附近的誤差不合格,而中間刻度誤差合格時(shí),用前面兩種方法反復(fù)調(diào)整一般都能解決。
③其他誤差的調(diào)整
當(dāng)某刻度誤差不合格時(shí),通常是中心齒輪與扇形齒輪接觸不良或中心齒輪軸彎曲造成的。可根據(jù)具體原因消除之,如缺牙,需更換同規(guī)格的新齒輪。
變差大,一般是傳動(dòng)機(jī)構(gòu)摩擦過(guò)大、連接有松動(dòng),或者游絲力矩不足引起的,可根據(jù)實(shí)際情況進(jìn)行處理。
④刻度誤差調(diào)整方法
在壓力表校準(zhǔn)過(guò)程中刻度有誤差時(shí),刻度誤差大致有三種情況:a、各點(diǎn)的差數(shù)基本一樣;b、差數(shù)越來(lái)越大或越來(lái)越小;c、個(gè)別的一兩個(gè)點(diǎn)超出允許誤差。而差數(shù)前大后小或后大前小的現(xiàn)象,實(shí)際上仍屬于第二種情況。對(duì)于一、二種情況屬于有規(guī)律的變化,調(diào)整比較容易。如第一種情況只需重新安裝指針即可。第二種情況的差數(shù)越來(lái)越大,則應(yīng)將刻度調(diào)節(jié)螺釘向外移動(dòng),將L2調(diào)長(zhǎng)一些,以增長(zhǎng)力臂;而差數(shù)越來(lái)越小,則應(yīng)將刻度調(diào)節(jié)螺釘向內(nèi)移動(dòng),將L2調(diào)短一些,以縮短力臂。第三種情況為不規(guī)則的變化,產(chǎn)生的原因較多,調(diào)整要復(fù)雜些,如拉桿與扇形齒輪的角度不對(duì)時(shí),則應(yīng)調(diào)整其角度;游絲的張力不夠時(shí),則應(yīng)調(diào)整或更換游絲;中心軸與表盤不同心時(shí),則應(yīng)移動(dòng)機(jī)芯位置,使其同心。在調(diào)試時(shí)應(yīng)盡量將第三種情況調(diào)整成一、二種情況,然后再進(jìn)行調(diào)整就比較容易了。
在調(diào)動(dòng)刻度調(diào)節(jié)螺釘時(shí),用左手食指夾著刻度調(diào)節(jié)螺釘?shù)穆菽福沂帜眯?螺絲刀)撥動(dòng)螺釘,讓左手食指感覺(jué)出螺釘?shù)囊苿?dòng)量。掌握正確的方法,就可以用較少的調(diào)整次數(shù)撥動(dòng)到準(zhǔn)確位置了。